With the continuous development of machine vision technology, he can be seen in all walks of life. The application of machine vision in the medical field has also been continuously improving. From the visual inspection of traditional pharmaceutical packaging, vials, labels, etc. to the current detection of biochips, X-radiology of radiology departments, etc., all have introduced machine vision systems to complete The functions of image information collection, storage, management, processing, and transmission enable the image data to be effectively managed and fully utilized.
Due to the increasing importance of safety issues for pharmaceuticals and medical devices, more and more manufacturers have introduced machine vision technology into actual production in order to achieve higher production efficiency and enhance product quality assurance. The use of machine vision technology to achieve automatic detection of glucose quality is one of the typical applications of machine vision technology in the field of drug detection.
The production process of medicinal glucose injection is shown in the following figure. First, a glucose solution is obtained by adding high concentration glucose and an appropriate proportion of distilled water, and then the glucose solution is filled into a container sterilized by high temperature and ultraviolet rays for encapsulation. The packaged product undergoes quality inspection. The objects to be inspected are: suspensions in the liquid, such as inadmissible impurities, glass fibers, etc.; defects in the bottle body; and uncleaned stains in the bottle body.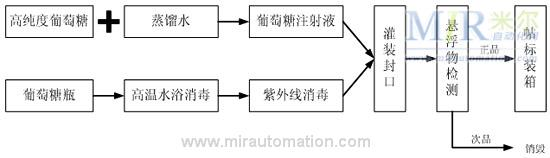
The traditional detection method of glucose production process is manual detection. The inspection workshop is located in an independent dark room. The glucose with detection is placed on the assembly line by hand. The speed of the assembly line is controlled by the testing worker, and the drug is sent to the testing worker. In front of it, the worker takes it out of the assembly line and judges the quality of the product under a dedicated light box. There are many disadvantages in manual detection, it is difficult to meet the detection speed of the pipeline can not be real-time, online, non-contact detection detection; more can not meet the modern quality control and statistical process control (SPC).
Glucose liquid quality detection based on machine vision technology can realize non-contact detection, and has significant improvement on traditional manual detection in terms of drug safety and detection accuracy. According to the detection characteristics of glucose liquid impurities, a dedicated visual imaging program was designed. As shown in the figure below, the glucose vial to be tested is stuck on the rotating bed, and the rotation of the rotating bed drives the vial to rotate at a high speed. The dedicated LED light source for machine vision is installed in the light source box as shown in the figure. The CCD camera will The captured image is transmitted to the industrial computer. In this process, seven images are continuously taken. In this sequence of moving images, the moving objects are identified.
When the identified target exceeds the specified allowable index, the bottle liquid is judged to be unqualified.
Glucose impurity detection device structure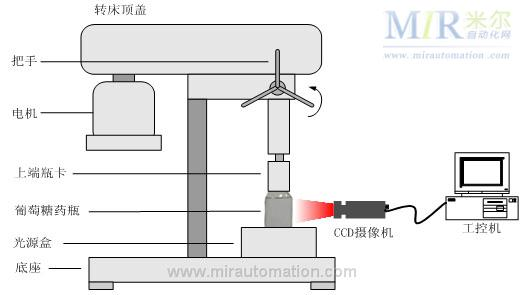
The image acquisition part will complete the acquisition of moving images on the assembly line, and the quality of the images collected by the image acquisition part will directly affect the entire detection efficiency. The image acquisition part is mainly completed by a CCD camera. The CCD camera captures the image signal and the image capture card captures the image signal. The camera with two orientations is used to detect the object to be detected. One side of the camera is used for one side beat position, and some objects to be detected can be detected in multiple directions.
The application of machine vision in the medical field has become more and more extensive, such as digital radiography and blood drug detection, as well as quality testing tools in medical production, and full testing of advanced equipment from catheters to complex biochips. Machine vision technology is also widely used in non-medical areas such as flatness detection, visual positioning, and barcode detection. In order to meet the requirements of modern quality control and process control, it is necessary to study more advanced detection techniques to complete the quality inspection of pharmaceutical products and provide strong technical support.
Due to the increasing importance of safety issues for pharmaceuticals and medical devices, more and more manufacturers have introduced machine vision technology into actual production in order to achieve higher production efficiency and enhance product quality assurance. The use of machine vision technology to achieve automatic detection of glucose quality is one of the typical applications of machine vision technology in the field of drug detection.
The production process of medicinal glucose injection is shown in the following figure. First, a glucose solution is obtained by adding high concentration glucose and an appropriate proportion of distilled water, and then the glucose solution is filled into a container sterilized by high temperature and ultraviolet rays for encapsulation. The packaged product undergoes quality inspection. The objects to be inspected are: suspensions in the liquid, such as inadmissible impurities, glass fibers, etc.; defects in the bottle body; and uncleaned stains in the bottle body.
The traditional detection method of glucose production process is manual detection. The inspection workshop is located in an independent dark room. The glucose with detection is placed on the assembly line by hand. The speed of the assembly line is controlled by the testing worker, and the drug is sent to the testing worker. In front of it, the worker takes it out of the assembly line and judges the quality of the product under a dedicated light box. There are many disadvantages in manual detection, it is difficult to meet the detection speed of the pipeline can not be real-time, online, non-contact detection detection; more can not meet the modern quality control and statistical process control (SPC).
Glucose liquid quality detection based on machine vision technology can realize non-contact detection, and has significant improvement on traditional manual detection in terms of drug safety and detection accuracy. According to the detection characteristics of glucose liquid impurities, a dedicated visual imaging program was designed. As shown in the figure below, the glucose vial to be tested is stuck on the rotating bed, and the rotation of the rotating bed drives the vial to rotate at a high speed. The dedicated LED light source for machine vision is installed in the light source box as shown in the figure. The CCD camera will The captured image is transmitted to the industrial computer. In this process, seven images are continuously taken. In this sequence of moving images, the moving objects are identified.
When the identified target exceeds the specified allowable index, the bottle liquid is judged to be unqualified.
Glucose impurity detection device structure
The image acquisition part will complete the acquisition of moving images on the assembly line, and the quality of the images collected by the image acquisition part will directly affect the entire detection efficiency. The image acquisition part is mainly completed by a CCD camera. The CCD camera captures the image signal and the image capture card captures the image signal. The camera with two orientations is used to detect the object to be detected. One side of the camera is used for one side beat position, and some objects to be detected can be detected in multiple directions.
The application of machine vision in the medical field has become more and more extensive, such as digital radiography and blood drug detection, as well as quality testing tools in medical production, and full testing of advanced equipment from catheters to complex biochips. Machine vision technology is also widely used in non-medical areas such as flatness detection, visual positioning, and barcode detection. In order to meet the requirements of modern quality control and process control, it is necessary to study more advanced detection techniques to complete the quality inspection of pharmaceutical products and provide strong technical support.
Water Treatment Purification System
Water treatment purification system is for producing drinking water factory, food factory, beverage factory, fruit & vegetable factory etc. The water treatment system is integrated into a group, the assembly and transportation are convenient.
Installation:
Raw water pump+silica sand filter +active carbon filter +softener + micron filter +high pressure pump +RO system+ water tank
Water Treatment,Purification System,Water Treatment Systems,Water Purification Systems
WENZHOU WINIBER MACHINERY EQUIPMENT CO., LTD. , https://www.winibermachine.com