Due to the increasing importance of safety issues for pharmaceuticals and medical devices, more and more manufacturers have introduced machine vision technology into actual production in order to achieve higher production efficiency and enhance product quality assurance. The use of machine vision technology to achieve automatic detection of glucose quality is one of the typical applications of machine vision technology in the field of drug detection.
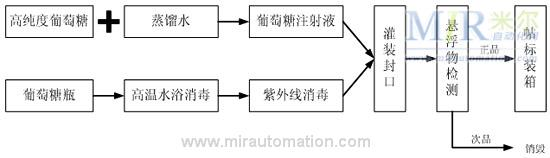
The production process of medicinal glucose injection is shown in the following figure. First, a glucose solution is obtained by adding high concentration glucose and an appropriate proportion of distilled water, and then the glucose solution is filled into a container sterilized by high temperature and ultraviolet rays for encapsulation. The packaged product undergoes quality inspection. The objects to be inspected are: suspensions in the liquid, such as inadmissible impurities, glass fibers, etc.; defects in the bottle body; and uncleaned stains in the bottle body.
The traditional detection method of glucose production process is manual detection. The inspection workshop is located in an independent dark room. The glucose with detection is placed on the assembly line by hand. The speed of the assembly line is controlled by the testing worker, and the drug is sent to the testing worker. In front of it, the worker takes it out of the assembly line and judges the quality of the product under a dedicated light box. There are many disadvantages in manual detection, it is difficult to meet the detection speed of the pipeline can not be real-time, online, non-contact detection detection; more can not meet the modern quality control and statistical process control (SPC).
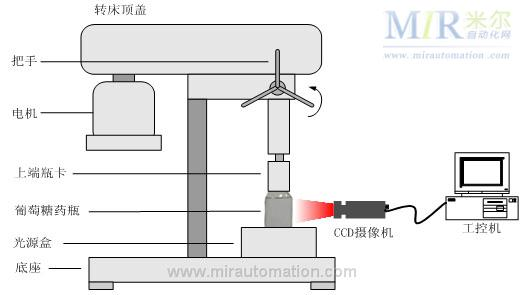
Glucose liquid quality detection based on machine vision technology can realize non-contact detection, and has significant improvement on traditional manual detection in terms of drug safety and detection accuracy. According to the detection characteristics of glucose liquid impurities, a dedicated visual imaging program was designed. As shown in the figure below, the glucose vial to be tested is stuck on the rotating bed, and the rotation of the rotating bed drives the vial to rotate at a high speed. The dedicated LED light source for machine vision is installed in the light source box as shown in the figure. The CCD camera will The captured image is transmitted to the industrial computer. In this process, seven images are continuously taken. In this sequence of moving images, the moving objects are identified.
When the identified target exceeds the specified allowable index, the bottle liquid is judged to be unqualified.
Glucose impurity detection device structure
The image acquisition part will complete the acquisition of moving images on the assembly line, and the quality of the images collected by the image acquisition part will directly affect the entire detection efficiency. The image acquisition part is mainly completed by a CCD camera. The CCD camera captures the image signal and the image capture card captures the image signal. The camera with two orientations is used to detect the object to be detected. One side of the camera is used for one side beat position, and some objects to be detected can be detected in multiple directions.
The application of machine vision in the medical field has become more and more extensive, such as digital radiography and blood drug detection, as well as quality testing tools in medical production, and full testing of advanced equipment from catheters to complex biochips. Machine vision technology is also widely used in non-medical areas such as flatness detection, visual positioning, and barcode detection. In order to meet the requirements of modern quality control and process control, it is necessary to study more advanced detection techniques to complete the quality inspection of pharmaceutical products and provide strong technical support.
Introducing our queen Air Mattress, a pinnacle of comfort and versatility designed to redefine your sleep experience. Crafted with precision and attention to detail, this air mattress embodies the perfect blend of luxury, support, and convenience.
The inflatable mattress boasts a spacious design, providing ample room for a regal sleep. Whether you're hosting guests or seeking an upgrade to your own bedtime routine, this inflatable mattress offers a superior sleeping surface that adapts to your body's contours.
Designed for ease of use, the built-in electric pump allows for swift inflation, transforming any space into a haven of comfort within minutes. Adjust the firmness to your liking, ensuring a personalized sleep experience that caters to your unique preferences.
The materials used in the construction of our queen air mattress are of the highest quality, promising durability and long-lasting performance. The plush, flocked top adds a touch of elegance while enhancing overall comfort, inviting you to unwind and enjoy a truly restful night's sleep.
Ideal for both indoor and outdoor use, this air mattress is perfect for accommodating unexpected guests, creating a cozy atmosphere for camping trips, or simply elevating your sleep quality at home. Its compact and portable design makes storage and transportation a breeze, allowing you to experience luxury sleep wherever life takes you.
In summary, our blow up mattress is not just a mattress; it's an invitation to a world of sumptuous comfort and unparalleled relaxation. Upgrade your sleep experience with the epitome of sophistication and functionality – the Queen Air Mattress. Indulge in a regal sleep that transcends the ordinary, and discover the ultimate in restful luxury.
best air mattress,blow up mattress,inflatable mattress,twin air mattress,self inflating mattress
Lixin Outdoor Product Co., Ltd , https://www.jmpoolfloat.com